引言
近年来,工业计算机断层扫描(CT)技术取得了显著进步,特别是在速度、自动化和精度方面。这些改进使CT的应用范围超越了传统的研究、开发和失效分析,成为生产车间中进行精确三维测量的关键技术。CT的无损能力能够以高分辨率和三维方式捕捉和分析内部结构,这使其在生产过程中变得越来越有价值。
CT在生产环境中的应用发展
工业CT已发展到可在生产车间用于尺寸测量的阶段。该技术能够快速捕捉隐藏的内部几何结构,相比传统的光学或接触式坐标测量机具有显著优势,因为后者通常需要破坏性方法或昂贵的工装夹具。长期以来,CT技术一直用于质量实验室,如今已成为生产期间测量和成像复杂组件和工具的重要组成部分。
航空航天、汽车和医疗技术等行业率先采用CT进行计量任务。典型的分析组件包括连接器、多材料组件、喷射喷嘴、涡轮叶片和植入物。增材制造的兴起进一步推动了CT的使用,因为它可以测量以前其他方法无法触及的内部几何形状。CT技术在优化开发、初始采样过程和增产以及确保质量控制和工艺优化方面被证明至关重要。
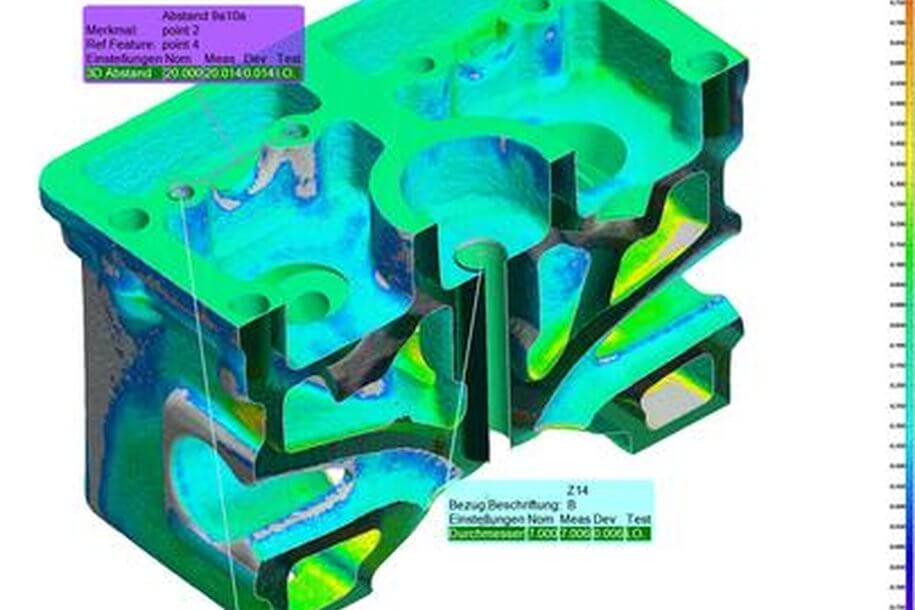
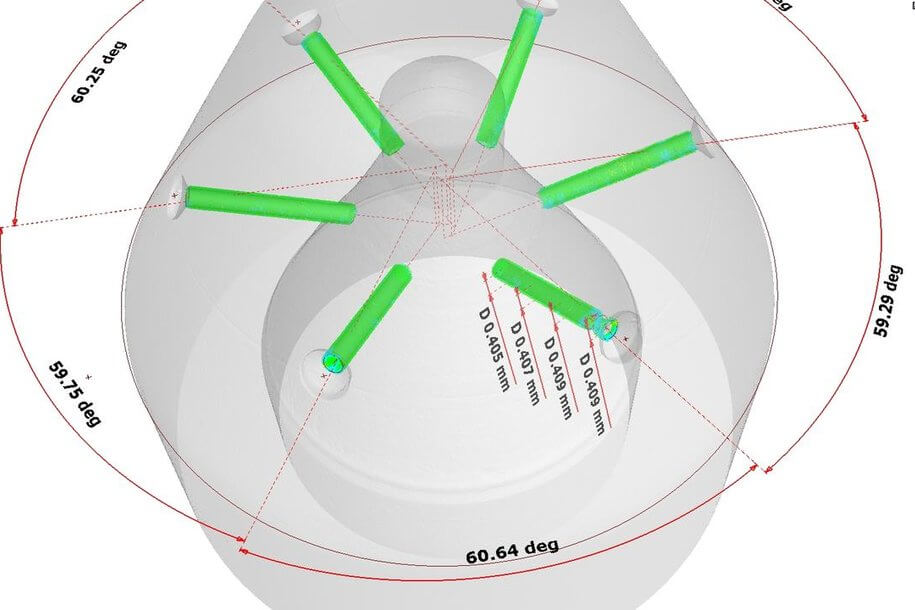
全面的几何结构信息采集
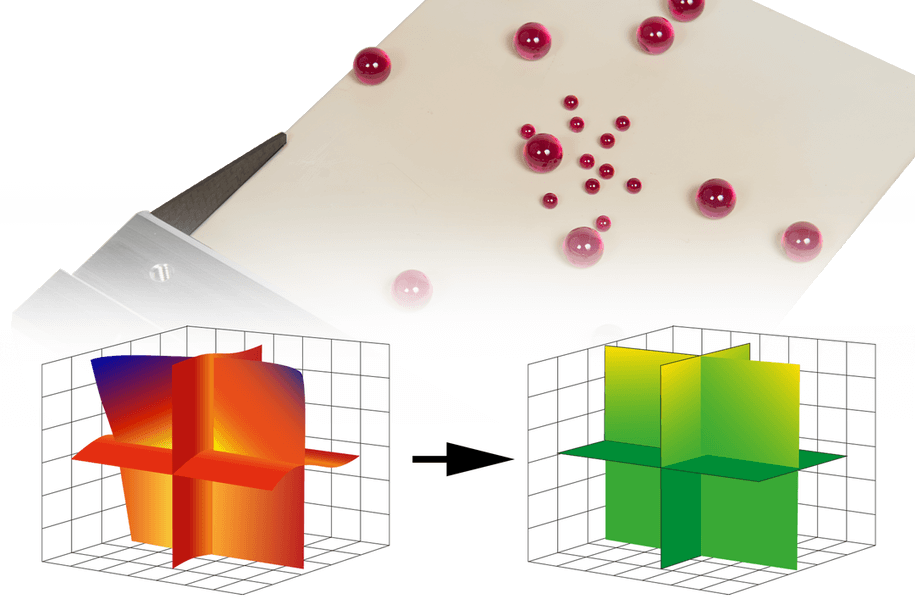
CT技术能够以高信息密度完整三维捕捉样品的几何结构。这种能力为质量控制开辟了新的可能性,可供创建虚拟截面和自动孔隙率分析。此类分析提供了对制造工艺的关键见解,例如注塑成型的质量或工件的稳定性。例如,名义/实际比较以颜色尺度显示几何偏差,揭示缺陷的分布,并指导后续的加工过程。
CT系统中的校准和测量精度
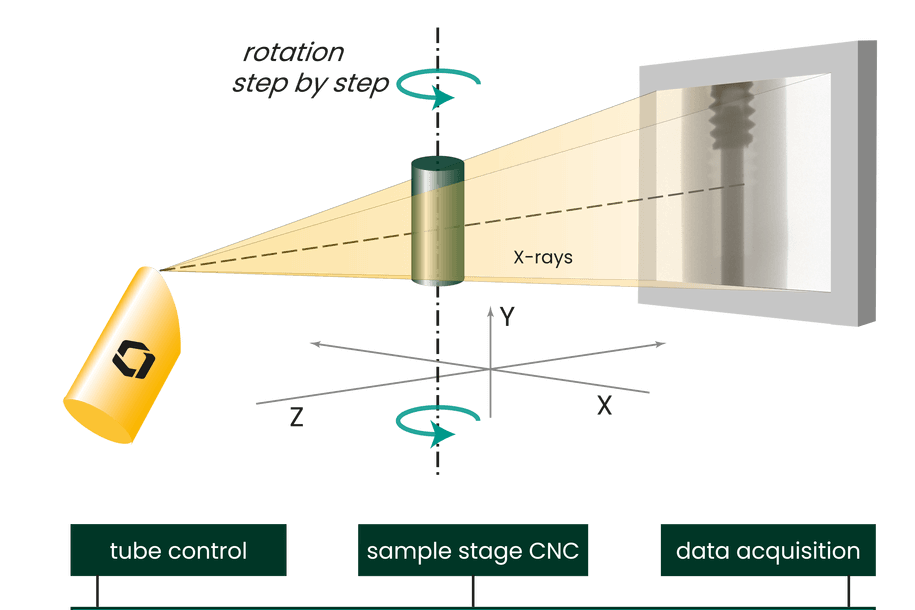
为了实现CT测量的高精度,系统必须经过严格的校准。制造商会对关键部件(如平板探测器和X射线管)进行校准,确保系统的精度,微焦点系统的精度可达几微米以内。物理测量过程包括通过精确的操纵系统旋转被测物体,获取二维X射线投影图像。这些图像的质量受X射线源、探测器和系统几何结构的影响,决定了原始数据的精度。
优化工艺链以实现精度
VDI 2630指南的推出使高分辨率CT系统测量精度的评估标准化。该指南被制造商采用,定义了用于确定CT系统是否适用于检测过程的行业标准。CT测量的精度取决于稳定的系统设计、优化的硬件和软件组合以及严格的校准。历史上,定位、初始校准和定期重新校准的耗时性质阻碍了潜在用户。然而,CT系统的进步简化了这些流程,使CT成为生产环境中更易获得的选择。
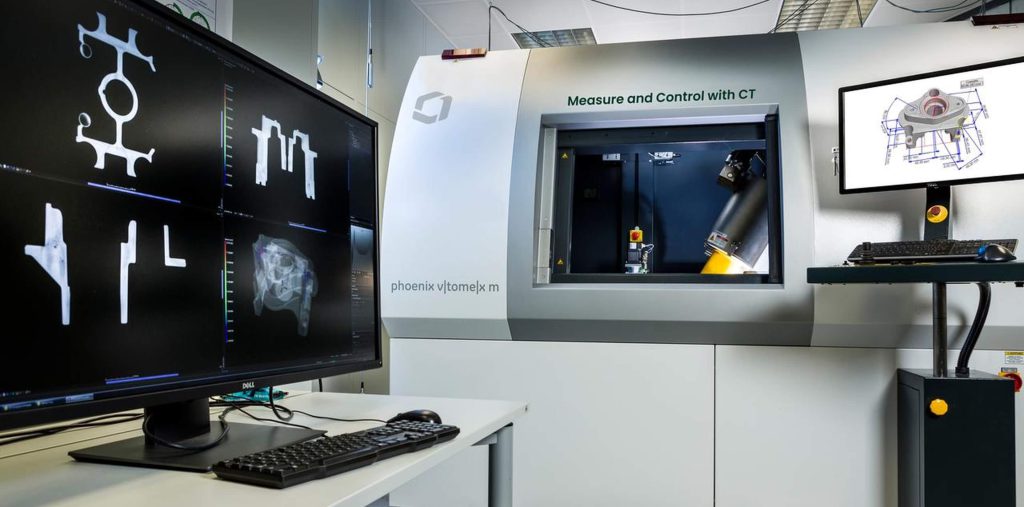
案例研究:Phoenix V|tome|x M
维睿泰的Phoenix V|tome|x M300扫描仪展示了CT技术的进步。这款300kV微焦点CT系统专为三维计量和缺陷分析设计,集成了各种专有创新,确保在短时间内实现可重复的高精度测量。该系统采用400万像素动态工业X射线探测器,提高了灵敏度并加快了扫描周期,同时不牺牲图像质量。维睿泰的Scatter|correct技术通过去除散射伪影,特别是在高度吸收样品中,进一步提高了图像质量。
校准和验证以确保持精度一致性
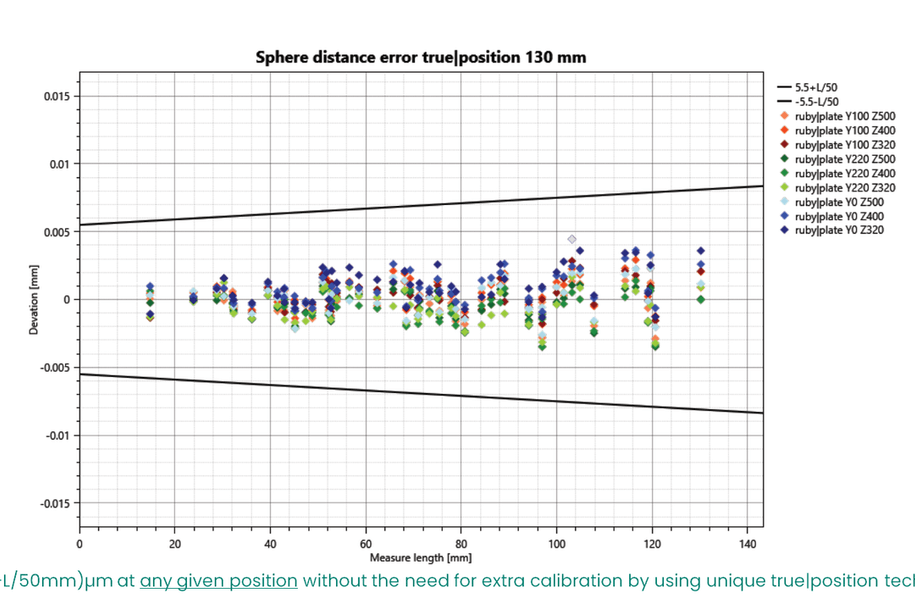
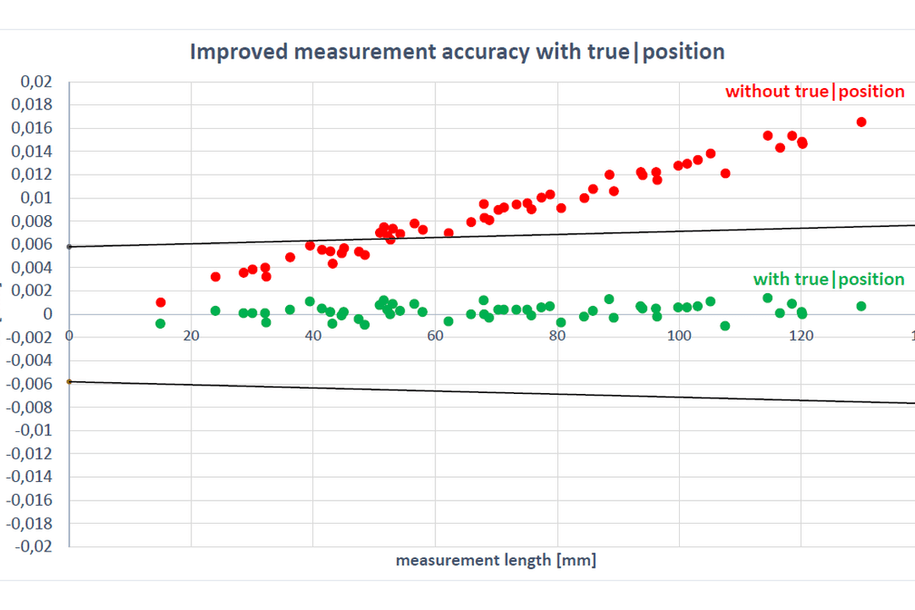
定期重新校准对于保持CT系统规定的测=度至关重要。维睿泰的Ruby|plate校准体结合True|position技术,提供了一种有效的几何校正方法。Ruby|plate经过亚微米级精度校准,可自动检测和校正比例偏差,将所有测量位置的精度扩展到一致。最近的软件和硬件优化将Phoenix V|tome|x M的校准时间从40分钟缩短至8分钟,使操作人员能够高效执行校准。
结论:CT作为精密测量工具
校准和验证程序的高度自动化降低了使用CT系统进行可重复测量所需的时间和专业知识。Phoenix V|tome|x M凭借其卓越的测量精度和缩短的扫描时间,证明了CT技术现在已成为生产环境中精密测量的可行替代方案。Ruby|plate和True|position等先进技术的集成,使CT成为各种工业应用中实现高精度的可靠工具。