
对于管道焊缝,应使用单壁单影技术(SW-SI),如果这不可行,则使用双壁单影技术(DW-SI)。对于小直径管道,这种替代方案并不实际,因为由于有效胶片长度有限,需要进行不成比例的多次双壁单影曝光。在这种情况下,应使用双壁双影技术(DW-DI)。通常,只有在直径<75毫米和壁厚<8毫米时才应用DW-DI技术。管道的源侧和胶片侧的焊缝同时被评判。
还有两种适用于小直径管道的DW-DI技术:
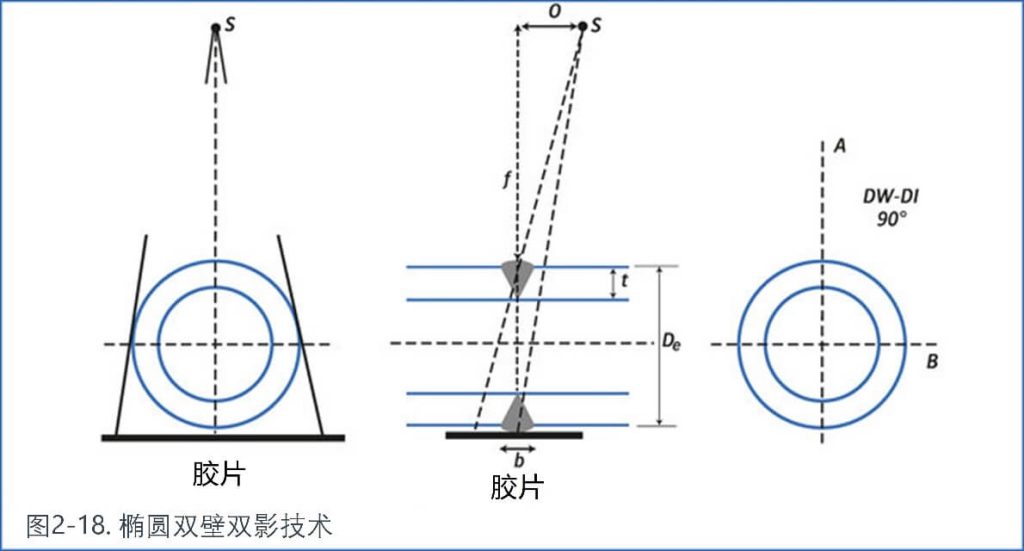
椭圆技术:
如图2-18所示的椭圆技术是首选技术,但只有在满足以下条件时才应用:
曝光次数由壁厚(t)与直径(De)之间的关系决定。如果t / De < 0.12,相对于彼此旋转90°的两个图像就足以覆盖100%。如果t / De等于或大于0.12,则相对于彼此旋转60°或120°(即在周长上均匀分布)的三次曝光被认为是100%检查。
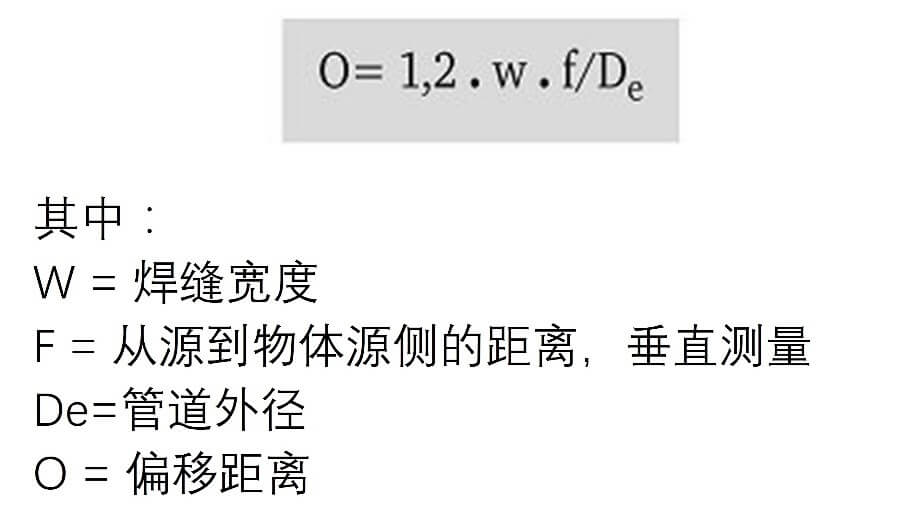
使用椭圆曝光技术时,源侧和胶片侧的焊缝图像分别显示在彼此旁边。两个焊缝图像之间的距离应该大约是一个焊缝宽度。这需要相对于焊缝的垂直线有一定量的源偏移(V)。偏移量可以用以下公式计算:
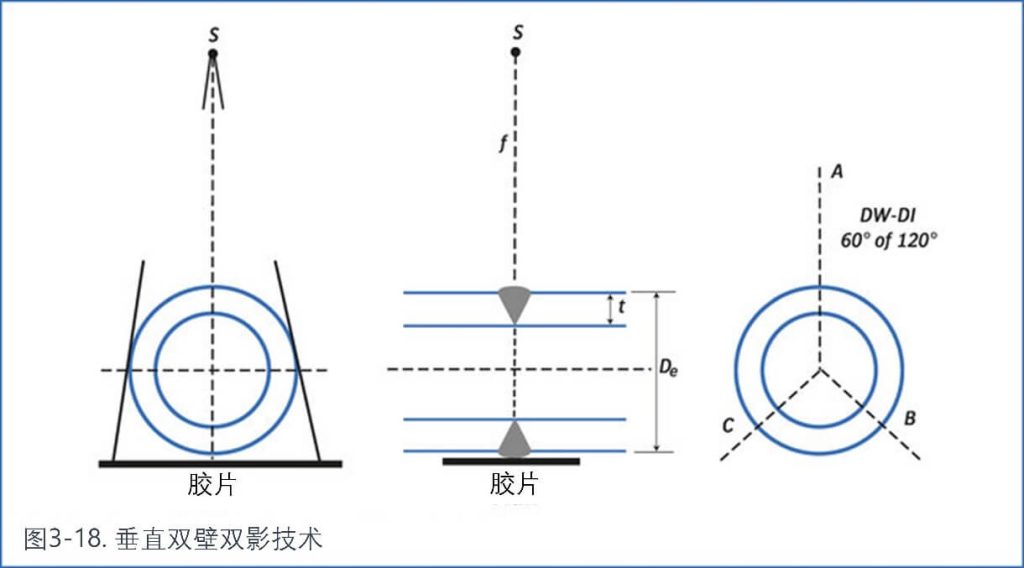
垂直技术:
如果椭圆技术不实用,可以使用垂直技术(见图3-18)。例如,当不同壁厚的管道连接或管道连接到45°/90°弯头时,就是这种情况。
在周长上均匀分布的三次曝光足以实现100%覆盖。